
آزمایش ما از چاپگر سه بعدی Voxelab Aquila D1 با نگاهی به راه اندازی، کالیبراسیون، عملیات و نرم افزار ادامه دارد.
این قسمت دوم از یک سری سه قسمتی است، لطفا قسمت های یک و سه را بخوانید.
راه اندازی و کالیبراسیون Voxelab Aquila D1
اکنون که چاپگر به طور کامل مونتاژ و روشن شده است، اولین کاری که باید انجام داد تراز کردن صفحه ساخت بود.
یافتن و راهاندازی عملکرد Auto-Leveling بر روی صفحه لمسی آسان بود، با این حال هیچ اشارهای در راهنما برای ترمیم تخت وجود نداشت، که معمولاً ابتدا انجام میشود.
به روز رسانی: روشی برای تراز کردن تخت به صورت دستی در کتابچه راهنمای کاربر وجود دارد، فقط در صفحات بسیار بیشتر است. لطفاً قبل از ادامه، کل دفترچه راهنما را نگاه کنید!
دستورالعمل ها در روش Z-Offset ذکر شده اند:
“به طور کلی، کاربران فقط باید قبل از شروع چاپ، تراز خودکار و کالیبراسیون محور z را انجام دهند و در صورت عدم وجود ناهنجاری، تراز دستی لازم نیست.”
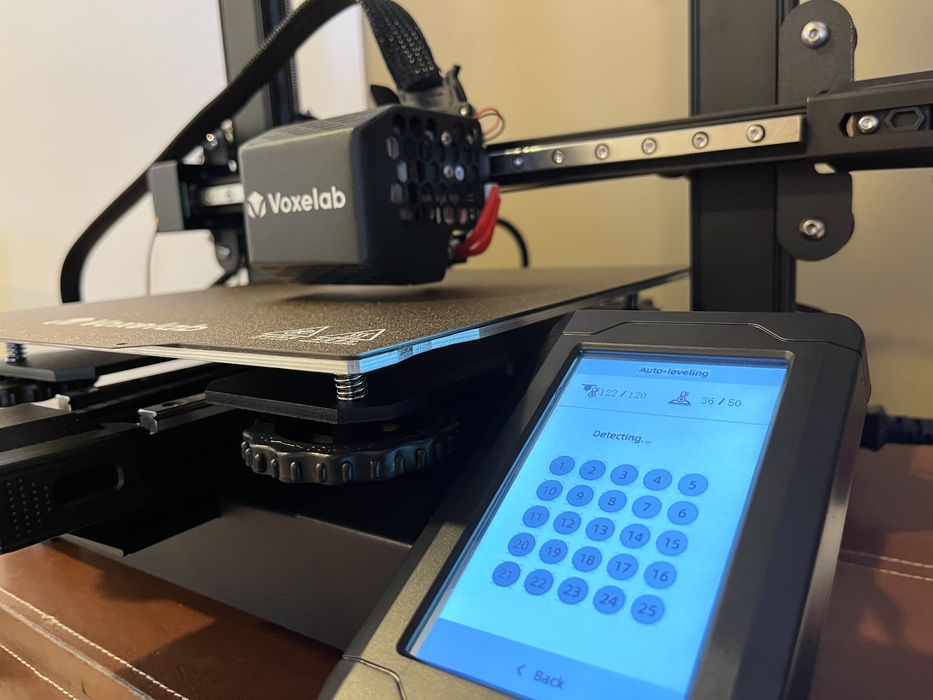
با در نظر گرفتن این موضوع، به جلو حرکت کردیم و روش تراز خودکار را همانطور که در کتابچه راهنمای توضیح داده شده است، آغاز کردیم.
تقریباً فوراً هنگامی که محور Z تلاش می کرد بالا بیاید و با ایستگاه های انتهایی تماس پیدا کند، با صدای کلیک بلند روبرو شدیم. محور Z به دلیل اینکه همچنان در موقعیت حمل و نقل خود قرار داشت، قبلاً در حداکثر ارتفاع قرار داشت!
ما این روش را متوقف کردیم و بعد از Homing خودکار دستگاه دوباره امتحان کردیم و این بار همه چیز به خوبی پیش رفت – ترتیب عملیات همیشه مهم است.
روال همسطح خودکار مدتی طول کشید تا با 25 امتیاز تکمیل شود، با بررسی سه بار در هر نقطه. در 12 ثانیه در هر نقطه، به اضافه زمان حرکت، همه اینها تقریباً به شش دقیقه اضافه می شود. کمی وقت گیر است، اما نکته مثبت این است که فقط یک بار باید انجام شود.
روش Z-Offset که به دنبال آن انجام شد، ساده و آسان بود، با این که تنظیم حتی پس از چرخه برق دستگاه پایدار باقی می ماند. این مهم است، زیرا این تنظیم تضمین میکند که هر زمان که شروع به چاپ میکنیم، فاصله نازل تا صفحه ساخت صحیح را داشته باشیم. این تنظیم در صورت نیاز به اصلاح در اواسط چاپ نیز موجود است و از منوی Tune قابل دسترسی است.
Voxelab Aquila D1 Operations
پیمایش در منوهای مختلف در D1 با استفاده از صفحه نمایش لمسی سریع و ساده انجام شد.
سفتافزار مزه خود Voxelab است، اما ما همه ویژگیهای معمولی را که به آن عادت کردهایم دیدیم. چیدمان پنل کاملاً شبیه به آن چیزی است که در ماشین های دیگر تولید کنندگان دیگر دیده ایم.
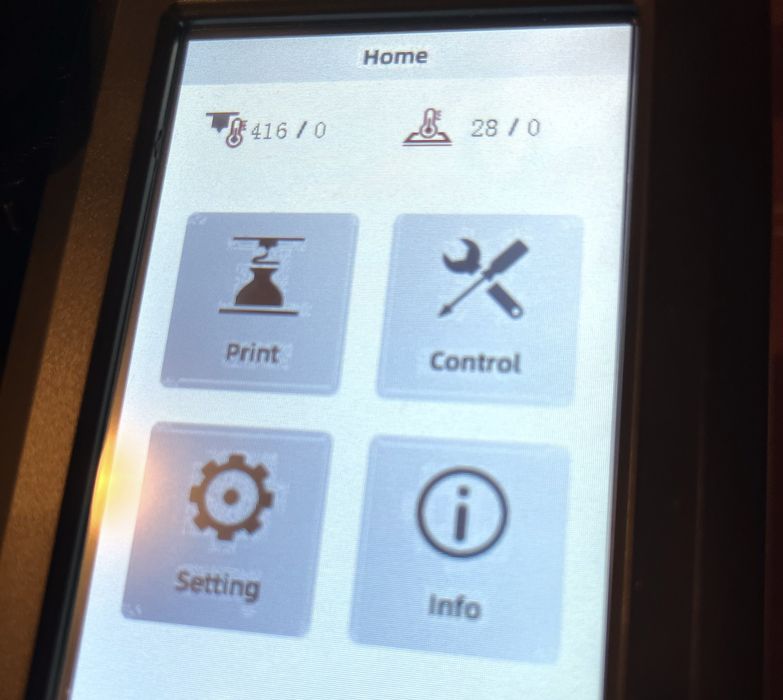
صفحه اصلی در هنگام روشن شدن، طرح بندی ساده ای داشت و چهار گزینه را ارائه می داد: چاپ، کنترل، تنظیم و اطلاعات. انتخاب های زیر آن سطوح به خوبی گروه بندی شدند و به خوبی در ساختار منو جریان یافتند. زمانی که متداولترین توابع مورد استفاده تنها با یک یا دو کلیک فاصله دارند، به جای اینکه در منوی فرعی مبهم دفن شوند، نشانه خوبی است.
ما متوجه شدیم که حرکت دادن محورهای مختلف در اطراف بهصورت دستی به خوبی کار میکند، اما فاصله در هر حرکت بسیار کم بود و نیاز به فشار دادن دکمههای بسیار زیاد و بوقهای شنیدنی داشت. اگرچه یک دکمه مفید برای خاموش کردن آن بوق بیپ وجود داشت. امیدواریم Voxelab بتواند گزینه ای برای افزایش فاصله حرکت در ارتقاء سیستم عامل آینده اضافه کند.
روشهای مرسوم بارگذاری/تخلیه فیلامنت و همچنین تنظیمات پیشگرمکننده و خنککننده وجود دارد. غیرفعال کردن حسگر خروجی رشته نیز یک گزینه بود، اگرچه ما انجام این کار را توصیه نمی کنیم.

اکنون که با دستگاه آشنا شدیم، سیمپیچ نمونه کوچک فیلامنت PLA قرمز همراه با چاپگر را باز کردیم و آن را روی یکی از قرقرههای دو تکه فیلامنت دستی خود پرتاب کردیم.
این کویل های نمونه کوچک هرگز کیفیت بالایی ندارند و استفاده از آنها بدون قرقره تا حد زیادی غیرممکن است، زیرا در حین چاپ گره می خورند. با این وجود، ما فکر کردیم که بهترین تلاش را انجام دهیم و ببینیم که آیا کار می کند یا خیر.
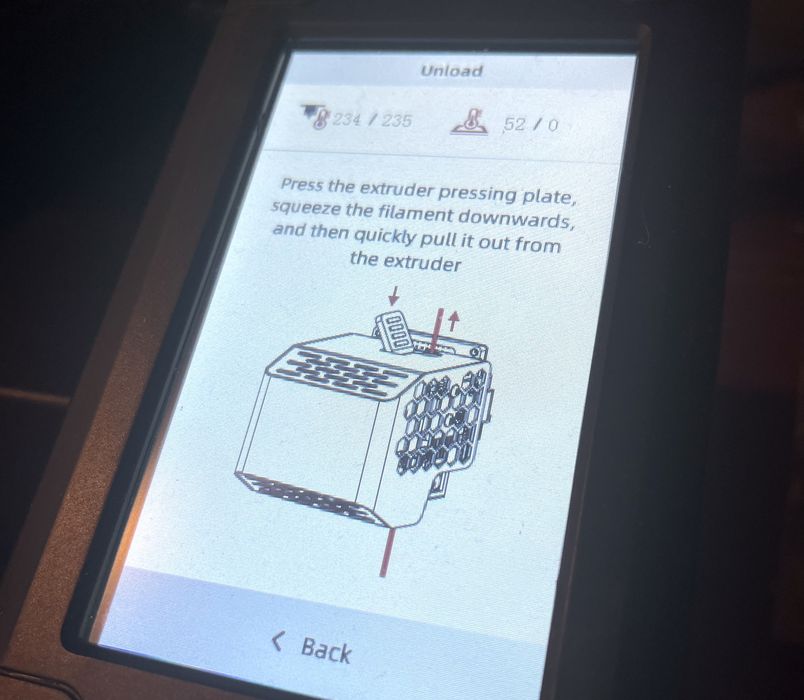
فیلامنت بارگیری مستقیم به جلو بود. روش Load تمام پیش گرمایش مورد نیاز را انجام داد و از ما خواست که دسته اکسترودر را فشار دهیم و رشته را وارد کنیم. ما مطمئن شدیم که ابتدا آن را از حسگر فیلامنت عبور داده ایم، در غیر این صورت آن ویژگی کار نخواهد کرد.

هنگامی که ما از اکستروژن راضی بودیم، روش بارگذاری را لغو کردیم و آماده شدیم تا اولین چاپ خود را راه اندازی کنیم – یکی از آن چاپ های GCODE از پیش برش شده که Voxelab به راحتی روی کارت حافظه عرضه کرده بود.
قبل از اینکه این کار را انجام دهیم، محتویات کارت SD را در رایانه خود کپی کردیم، بنابراین میتوانیم چند کار را انجام دهیم و نرمافزار را راهاندازی کنیم، در حالی که چاپ آزمایشی را همزمان اجرا میکنیم. این همیشه یک تمرین خوب است، زیرا اگر نرمافزار یا محتوای از پیش ساخته شده را روی مموری استیک بگذارید، به راحتی از دست میرود.
هنگامی که کارت SD دوباره در چاپگر قرار گرفت، “Aquila test model.GCODE” را انتخاب کردیم.
چاپگر هم برای نازل و هم برای بستر گرما خیلی سریع به درجه حرارت رسید، و ما متوجه شدیم که PLA برای چاپ روی لایه اول خیلی خوب چسبیده است، بدون خطر جدا شدن.

تایمر چاپ فقط با نوار پیشرفت نشان داده شد، بدون هیچ نشانی از زمان چاپ سپری شده یا باقیمانده. این چیزی است که اخیراً در چندین دستگاه دیدهایم، که در آن شما واقعاً تصور خوبی از مدت زمان طولانیتری برای تکمیل چاپ ندارید.
با وجود تمام فن های خنک کننده، پرینتر نسبتاً بلند بود، اما در اتاق بزرگ ما خیلی بد نبود. با این حال، نکته قابل توجه این است که به نظر می رسد صدای سفید بلند فن ها تأثیر موتورهای پله ای بی صدا را خنثی می کند. وقتی به هر حال میخواهید صدای فن را زیاد کنید، چرا با تنظیمات استپر گرانتر زحمت بکشید؟
وقتی منوی Tune را در اواسط چاپ بررسی کردیم تا ببینیم گزینههای ما چه میتواند باشد، متوجه شدیم که هیچ روش «تغییر رشته» ارائه نشده است. ما دکمه Pause را آزمایش کردیم و متوجه شدیم که چاپ را به حالت تعلیق در می آورد و هد چاپ را در گوشه سمت چپ جلو قرار می دهد و تنظیمات دما را نگه می دارد. در صورت لزوم، این امکان را برای تغییر دستی فیلامنت فراهم می کند. سپس چاپگر را به حال خود رها کردیم تا چاپ آزمایشی خود را کامل کند.
فقدان انتخاب واضح منوی “تغییر رشته” یا “تغییر رنگ” ممکن است اپراتورهای چاپگر سه بعدی مبتدی را گیج کند.
نرم افزار Voxelab Aquila D1
کارت SD دارای دو گزینه اسلایسر برای ما بود – Voxelmaker 1.2.4، که برش اختصاصی Voxelab و نسخه قدیمیتر Ultimaker Cura 4.7.1 است.
ما تصمیم گرفتیم Voxelmaker را امتحان کنیم و دریافتیم که نرم افزار بسیار ابتدایی است، اما برای آماده کردن کارهای چاپی کافی است. این غیرمنتظره نیست، زیرا افرادی که پشت Ultimaker Cura و PrusaSlicer هستند، تیمهای بزرگی از توسعه دهندگان دارند که نسخههای جدید را به صورت ماهانه منتشر میکنند. برای هر کسی بسیار سخت است که با پیشرفت های خود همراه باشد، و بنابراین ما معمولاً توصیه می کنیم از ابزارهای نرم افزاری فعلی به جای ابزارهای قدیمی تر همراه با چاپگرهای سه بعدی استفاده کنید.
جنبه مثبت استفاده از نرم افزار خود Voxelab این است که تنظیمات پیش فرض باید از قبل تنظیم شده باشد و به طور بالقوه بهترین نتایج چاپ را در اختیار ما قرار دهد.
ما مطمئن شدیم که Aquila D1 را از منوی کشویی Type Type انتخاب کرده و اولین چاپ خود را برای برش بارگذاری کردیم، CTRL-V.
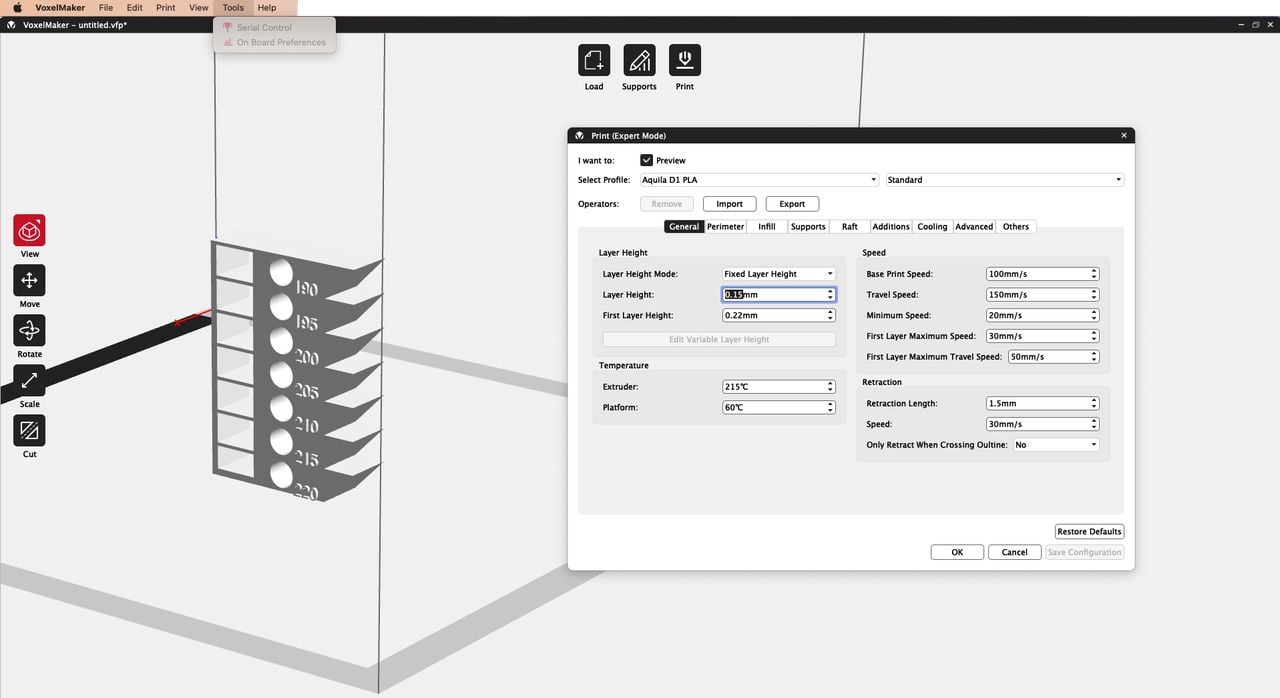
برش دهنده پروفایل های از پیش ساخته شده برای PLA، PETG، ABS و TPU را ارائه می دهد. سرعت پایه پیشفرض برای PLA 100 میلیمتر بر ثانیه با سرعت سفر 150 میلیمتر بر ثانیه در مقابل PETG در 60 میلیمتر بر ثانیه و 50 میلیمتر بر ثانیه بود. این بدان معناست که PLA تنها فیلامنتی خواهد بود که به سرعت چاپ پایه 100 میلیمتر بر ثانیه میرسد، بنابراین این همان چیزی است که ما انتخاب کردیم.
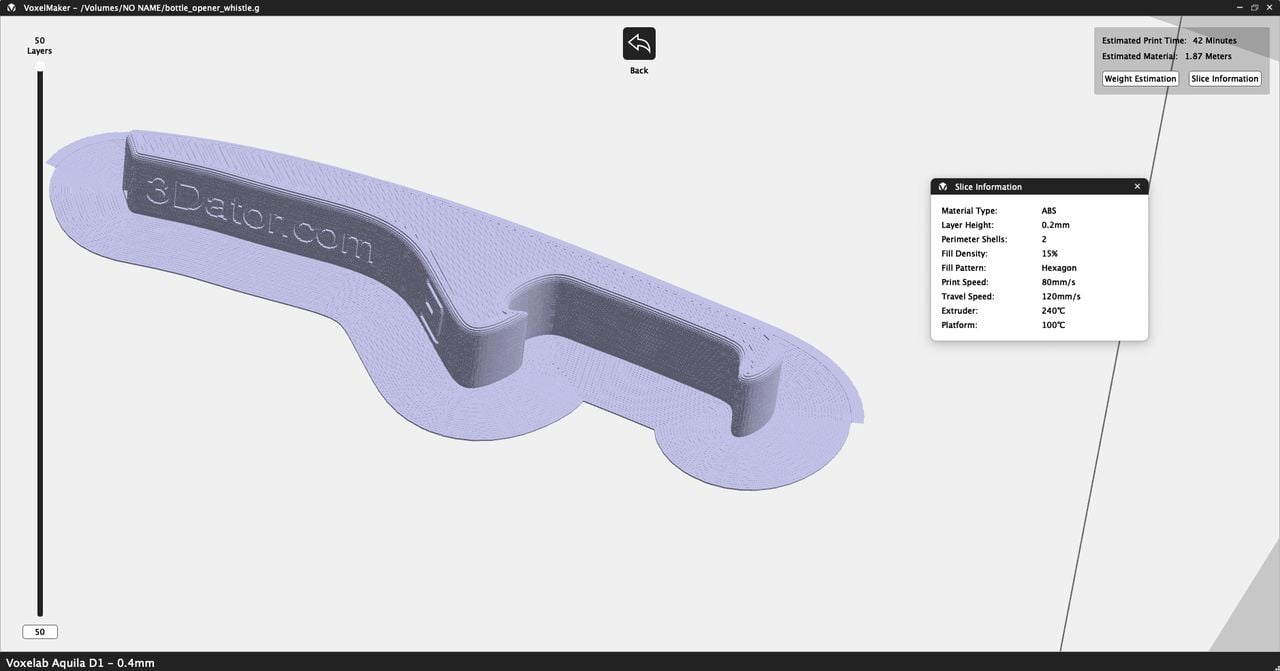
Voxelmaker یک ویژگی عجیب و غریب دارد که در آن باید قبل از دیدن نتایج برش، فایل را ذخیره کنید. چیز مهمی نیست، مگر زمانی که تنظیمات مختلف را امتحان می کنید و فقط می خواهید نتایج برش را ببینید و فایل را ذخیره نکنید.
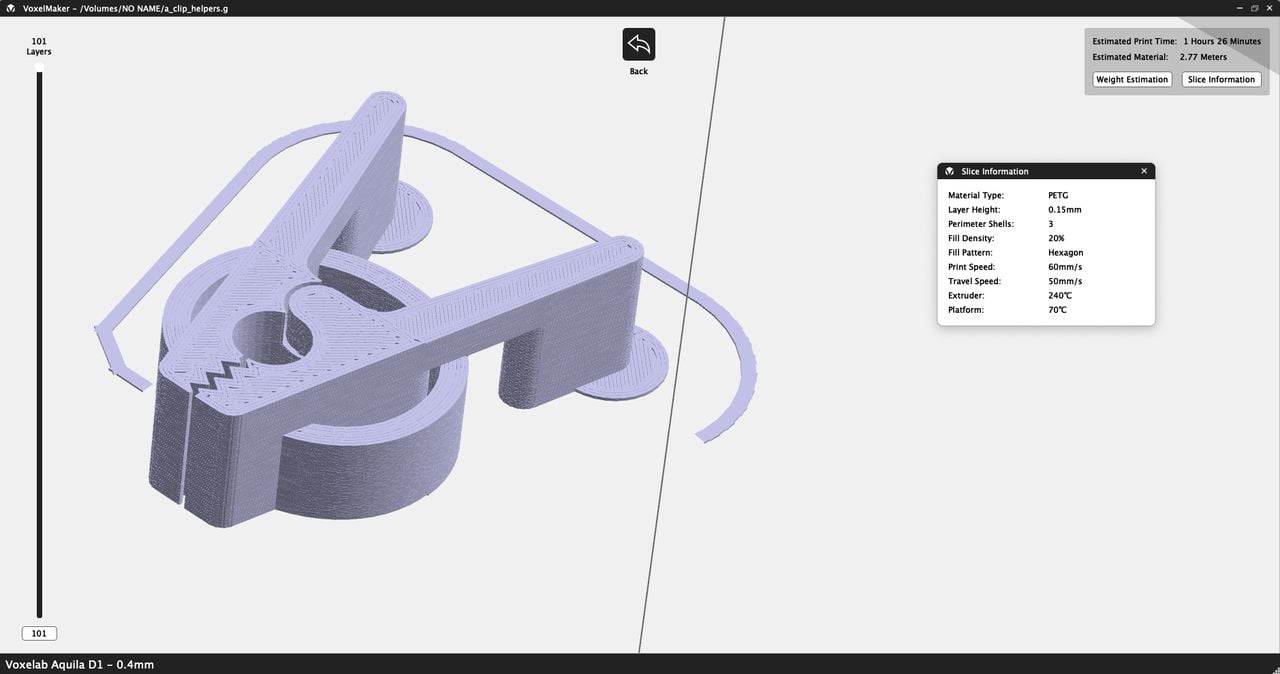
زمانهای تخمینی چاپ تولید شده توسط اسلایسر تقریباً بالا بود، که واقعاً به ما کمک کرد برنامهریزی چاپ خود را برنامهریزی کنیم. ما بعداً در بررسی زمانی که با یک مشکل سخت افزاری مواجه شدیم که نیاز به چاپ کالیبراسیون داشتیم که امکان تولید در Voxelmaker وجود نداشت، Ultimaker Cura را امتحان کردیم.
این قسمت دوم از یک سری سه قسمتی است، لطفا قسمت های یک و سه را بخوانید.
از طریق Voxelab
منبع: https://www.fabbaloo.com/news/hands-on-with-the-voxelab-aquila-d1-3d-printer-part-2