
نگاه ما به چاپگر سه بعدی Artillery Sidewinder X3 Pro با نگاهی به راه اندازی، عملیات و نرم افزار ادامه دارد.
این قسمت دوم از یک سری سه قسمتی است، لطفا قسمت های یک و سه را بخوانید.
راه اندازی و کالیبراسیون Sidewinder X3 Pro
تراموا کردن تخت چاپ X3 Pro وظیفه اولیه ما بود. این دستگاه از یک روش استاندارد تراز دستی چهار نقطه ای با کاغذ A4 و چهار پیچ در زیر تخت استفاده می کند. اگرچه دستورالعمل های ارائه شده تا حدودی نامشخص بود، اما این روند ساده است.
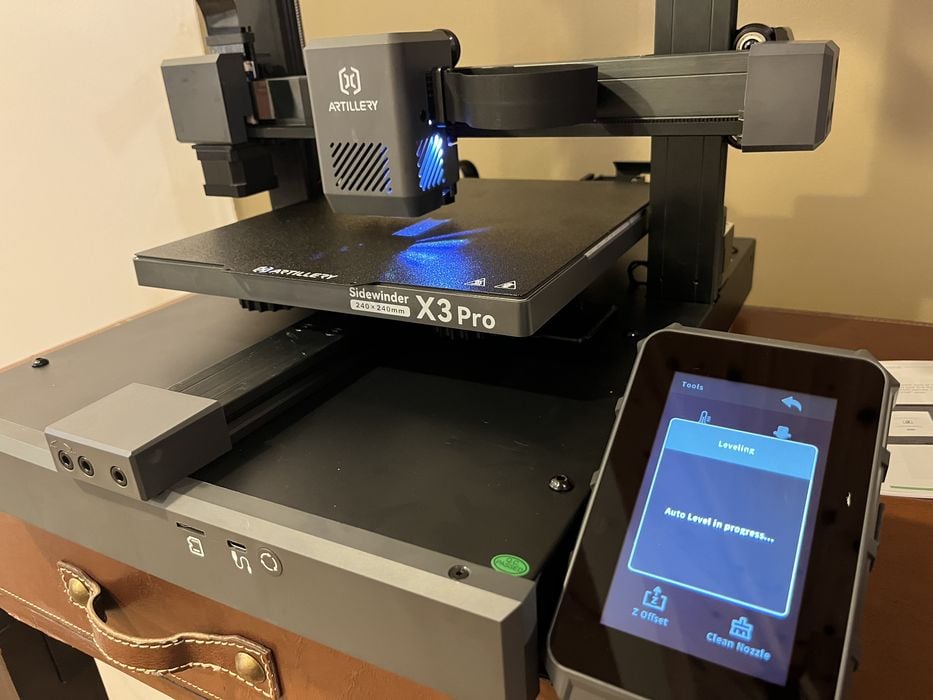
پس از تسطیح، ما به تسطیح خودکار تخت، مرحله ای که در دفترچه راهنما و جزوه جداگانه توضیح داده شده است، رفتیم. جالب اینجاست که فقط جزوه توصیه میکند که تخت را از قبل گرم کنید، مرحلهای که ما برای دقت در چاپ ضروری میدانیم.
بارگیری رشته بعدی بود. دفترچه راهنما ما را به گزینه «Extrude» در زیر ابزارها هدایت کرد، اما ما ویژگی کاربرپسندتر «تغییر رشته» را انتخاب کردیم. این به ما امکان داد از پیش تنظیم دما برای انواع مختلف فیلامنت انتخاب کنیم و گزینههای حجم اکستروژن بیشتری را ارائه داد، و ما را از فشار دادن مکرر دکمه به طول اکسترود پس از طول رشته نجات داد.
در طول گرمایش سریع اکسترودر، سیم پیچ نمونه HS-PLA را روی یک قرقره قابل استفاده مجدد آماده کردیم. با کمال تعجب، ما یک فیلامنت سیاه رنگ از پیش بارگذاری شده را کشف کردیم که در بالای پوشش اکسترودر برش داده شده بود. برداشتن این فیلامنت عدم وجود اهرم دستی برای چرخ دنده های تغذیه را آشکار کرد و به نیاز به برداشتن پوشش برای هر گونه مشکل رشته اشاره کرد. همچنین، اکسترودر فاقد تنظیم کشش قابل مشاهده برای چرخ دندهها بود، ویژگی که معمولاً برای انواع مختلف رشته ضروری است.
به طور قابلتوجهی در دفترچه راهنما، دستورالعملهایی در مورد تنظیمات مهم شکاف نازل Z-Offset و راهاندازی روش تمیز کردن نازل با استفاده از مجموعه پاک کردن نوک وجود نداشت. تصمیم گرفتیم بعداً با تمرکز بر کار چاپ اولیه خود به این موارد حذفی بپردازیم.
X3 Pro دارای قابلیت چاپ با سرعت بالا با حداکثر سرعت 300 میلی متر بر ثانیه است. برای پشتیبانی از این، ویژگیهای سفتافزاری مانند «جبران لرزش» (شکل دادن به ورودی) و «پیشرفت خطی» را برای کاهش لرزش و تنظیم نرخ جریان نازل در خود جای داده است.
با این حال، دفترچه راهنمای کاربر دستورالعملهایی در مورد نحوه استفاده یا تنظیم این ویژگیها ندارد. این کتابچه راهنما به طور مبهم به “دستورالعمل های تصادفی” و فیلم های موجود در کارت SD ارائه شده اشاره دارد، اما بررسی محتویات ما چنین منابعی را نشان نداد. در نتیجه، ما برای اطلاعات راهاندازی لازم به سازنده مراجعه کردیم و شکاف موجود در اسناد ارائهشده را برجسته کردیم.
Sidewinder X3 Pro Operations

در حالی که منتظر پاسخ توپخانه بودیم، پرینتهای آزمایشی از پیش برششده را از کارت microSD آغاز کردیم.
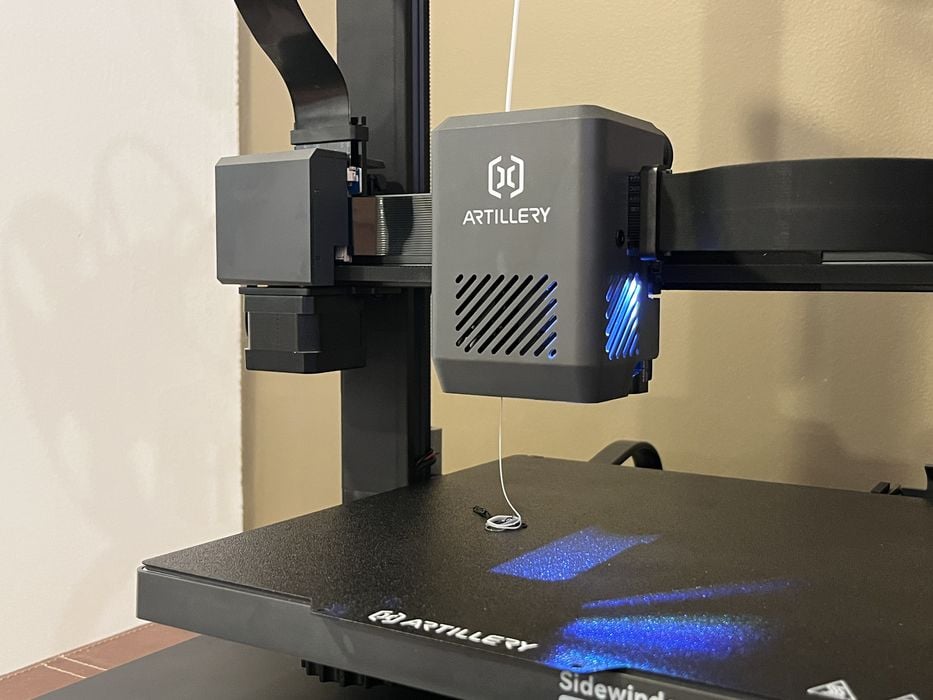
اولین تلاش نشان داد که نازل بیش از حد بالا قرار دارد و بالای صفحه ساخت شناور است. این ناهماهنگی روی مجموعه پاککن نوک نیز تأثیر میگذارد که در شروع چاپ درگیر نشد. ما از تنظیم میانی چاپ Z-Offset برای اصلاح فاصله نازل به صفحه استفاده کردیم و از چسبندگی لایه اول اطمینان حاصل کردیم.
با این حال، سیستم عامل فاقد ویژگی برای ذخیره این مقدار جدید Z-Offset بود. ما به صورت دستی آن را یادداشت کردیم، چاپ را متوقف کردیم، تنظیمات جدید را در سیستم عامل وارد کردیم و آن را ذخیره کردیم. با Z-Offset تصحیح شده، نازل اکنون به درستی با مجموعه پاک کن تعامل می کند و قبل از شروع چاپ، چندین دستمال پاک کننده پشت و رو با صدای کلیک ایجاد می کند.

ما دو پرینت G-code از پیش برش شده، 3DBenchy-18 و 3DBenchy-37 را با استفاده از نمونه HS-PLA آزمایش کردیم. به نظر می رسید نام آنها نشان دهنده مدت زمان تقریبی چاپ است که به ترتیب در 20 و 35 دقیقه تکمیل می شود. هر دو چاپ موفق بودند، با چاپ طولانی تر جزئیات دقیق تری را نشان می داد.
چاپگر بی سر و صدا کار می کرد. پس از تکمیل، ما از راحتی صفحه ساخت فولادی انعطاف پذیر، دارای بریدگی ها و پین های مکان یابی برای اتصال مجدد آسان پس از حذف چاپ، قدردانی کردیم.
سپس توپخانه به سؤالات ما پاسخ داد و ما را از طریق بهروزرسانی سیستمافزار راهنمایی کرد، تنظیمات اسلایسر را بهبود بخشید، و اطلاعات گمشدهای را در مورد پیشروی خطی و شکلدهی ورودی ارائه کرد. این فرآیندها به راه اندازی اختصاصی و تولید چاپ آزمایشی نیاز داشت. برای سهولت، پیشنهاد میکنیم توپخانه این فایلهای آزمایشی GCODE را در نسخههای بعدی بر روی کارت SD قرار دهد.

برای پیشبرد خطی، مستندات دقیق توپخانه ما را به ابزار آنلاین مارلین هدایت کرد تا الگوی کالیبراسیون فاکتور K را ایجاد کنیم.
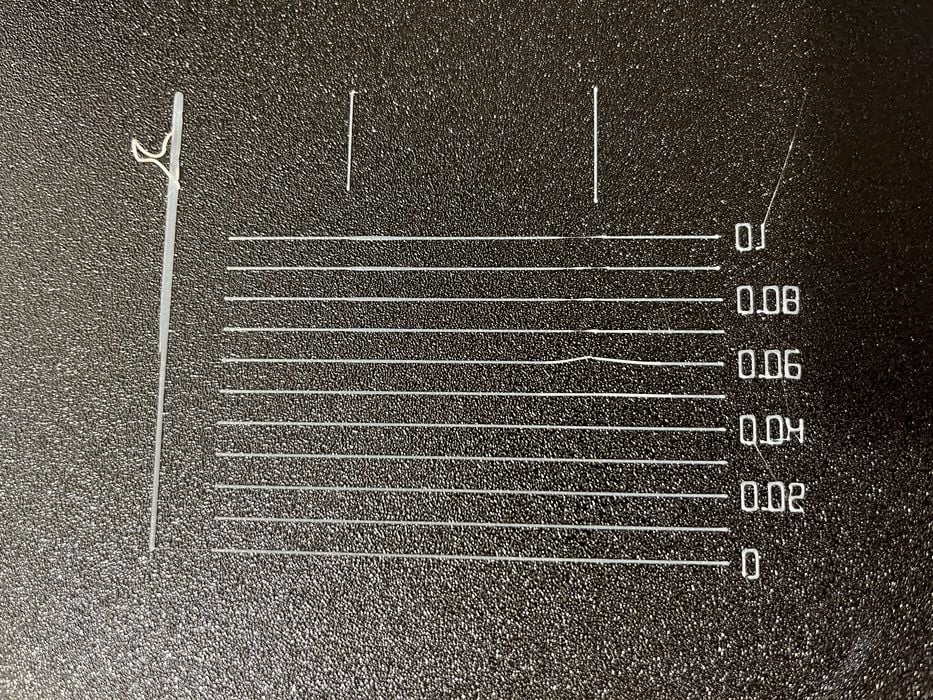
پس از چاپ الگو در X3 Pro، بهترین خط چاپ شده را شناسایی کردیم، کاری که نیاز به تخصص دارد و برای تازه کارها بالقوه چالش برانگیز است. توپخانه می تواند با ارائه نمونه های بصری خطوط به خوبی چاپ شده، این امر را تقویت کند. ارزیابی ما نشان داد که مقدار سفتافزار از پیش تنظیمشده دقیق است، بنابراین نیازی به تغییر نیست.
Input Shaping شامل چاپ یک برج زنگ از وب سایت مارلین، با استفاده از برش دهنده مبتنی بر وب Kiri:Moto، طبق دستورالعمل توپخانه بود. این فرآیند، از جمله تنظیم مشخصات دستگاه و تنظیم پارامترهای چاپ، زمانبر بود. پس از چاپ، مدل را برای زنگ زدن روی محورهای X و Y تجزیه و تحلیل کردیم. با استفاده از یک کولیس، ما کمترین بخش های حلقه را اندازه گیری کردیم و مقادیر صحیح شکل دهنده ورودی را با استفاده از یک ماشین حساب آنلاین محاسبه کردیم. جالب توجه است، یافتههای ما با تنظیمات سیستمافزار از قبل موجود مطابقت داشت، که نشاندهنده کالیبراسیون کارخانه موثر Artillery است.
به طور کلی، در حالی که پشتیبانی توپخانه مفید بود، فقدان راهنمایی اولیه در کتابچه راهنما و پیچیدگی این تنظیمات پیشرفته، نیاز به دستورالعملهای جامعتر و در دسترستر را، بهویژه برای کسانی که تازه به چاپ سه بعدی میپردازند، برجسته میکند.
نرم افزار Sidewinder X3 Pro
Artillery شامل یک نسخه سفارشی UltiMaker Cura، با نام ArtilleryCura، با یک کتابچه راهنمای دیجیتال گسترده است که مکمل کتابچه راهنمای کاربر فیزیکی است، مخصوصاً برای تنظیم برش. با این حال، ما با یک مشکل مواجه شدیم: هیچ نسخه مکی از ArtilleryCura ارائه نشده بود، و همچنین لینک دانلود وجود نداشت.
ما برای کمک با Artillery تماس گرفتیم و در این مدت از Slicing Software Usage Guide.PDF آنها برای پیکربندی دستی نسخه Mac UltiMaker Cura استفاده کردیم. کتابچه راهنمای دیجیتال برای ایجاد نمایه چاپگر X3 Pro و یک پروفایل فیلامنت 0.2 میلیمتری PLA با چاپ محافظهکار و سرعت حرکت 150 میلیمتر بر ثانیه کافی بود، که کمی در تضاد با حداکثر سرعت 300 میلیمتر بر ثانیه است که توسط توپخانه تبلیغ میشود.
آزمایشات اولیه ما شامل چاپ آزمایشی CTRL-V، باقیمانده نمونه HS-PLA و نمایه PLA سفارشی ما بود. زمان تخمینی چاپ UltiMaker Cura 26 دقیقه بود، اما چاپ واقعی بسیار سریعتر و تنها در 16 دقیقه و 27 ثانیه تکمیل شد. این اختلاف معنیدار بین زمانهای چاپ تخمینی و واقعی یک روند ثابت در سراسر بررسی ما بود.
ما همچنین مشاهده کردیم که فایلهای GCODE فاقد تصاویر مرتبط در صفحه LCD X3 Pro هستند. این به دلیل عدم وجود “اتصال پلاگین MKS” در تنظیمات Mac UltiMaker Cura ما بود، افزونه ای که در نسخه PC ArtilleryCura برای ذخیره Gcode با فایل های TFT گنجانده شده است. در نتیجه، چاپهای برششده UltiMaker Cura ما فاقد پیشنمایش روی LCD X3 Pro بود.
علیرغم این محدودیتها، ما همچنان از نمایه سفارشی خود برای آزمایشهای مختلف چاپ استفاده میکنیم و تنظیمات را برای بررسی سرعت چاپ سریعتر انجام میدهیم. این فرآیند نیاز به پشتیبانی بهتر از پلتفرم های مختلف و راهنمایی واضح تر برای کاربران مک را به ویژه در مورد سازگاری و ویژگی های نرم افزار برجسته کرد.
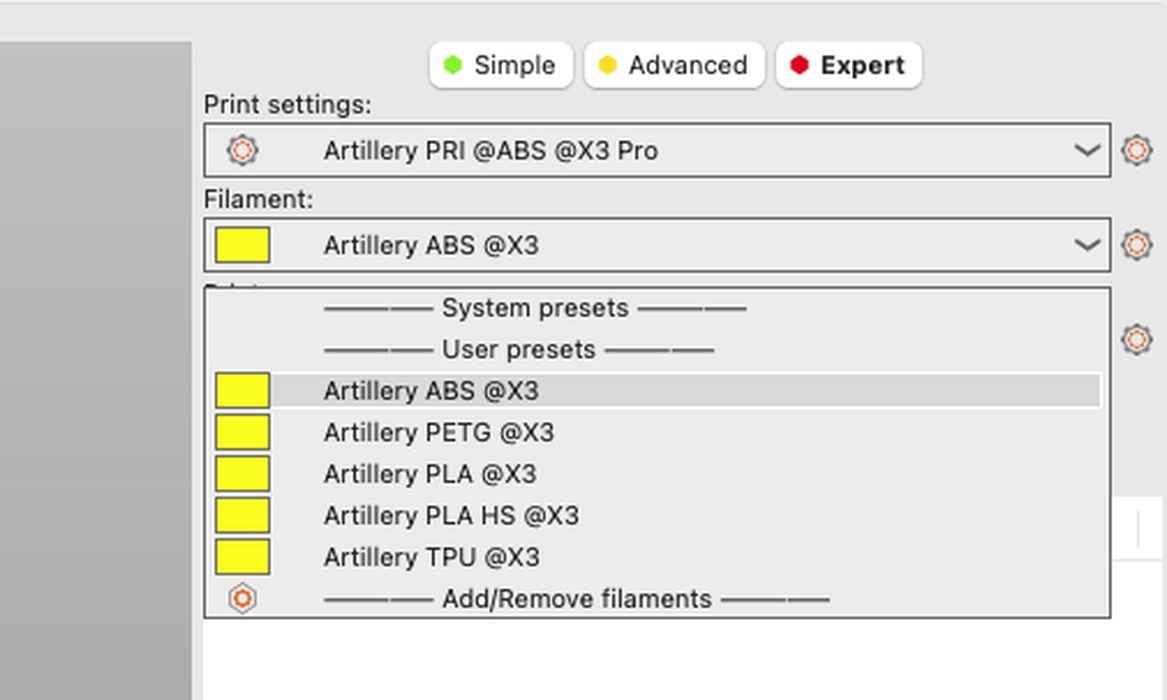
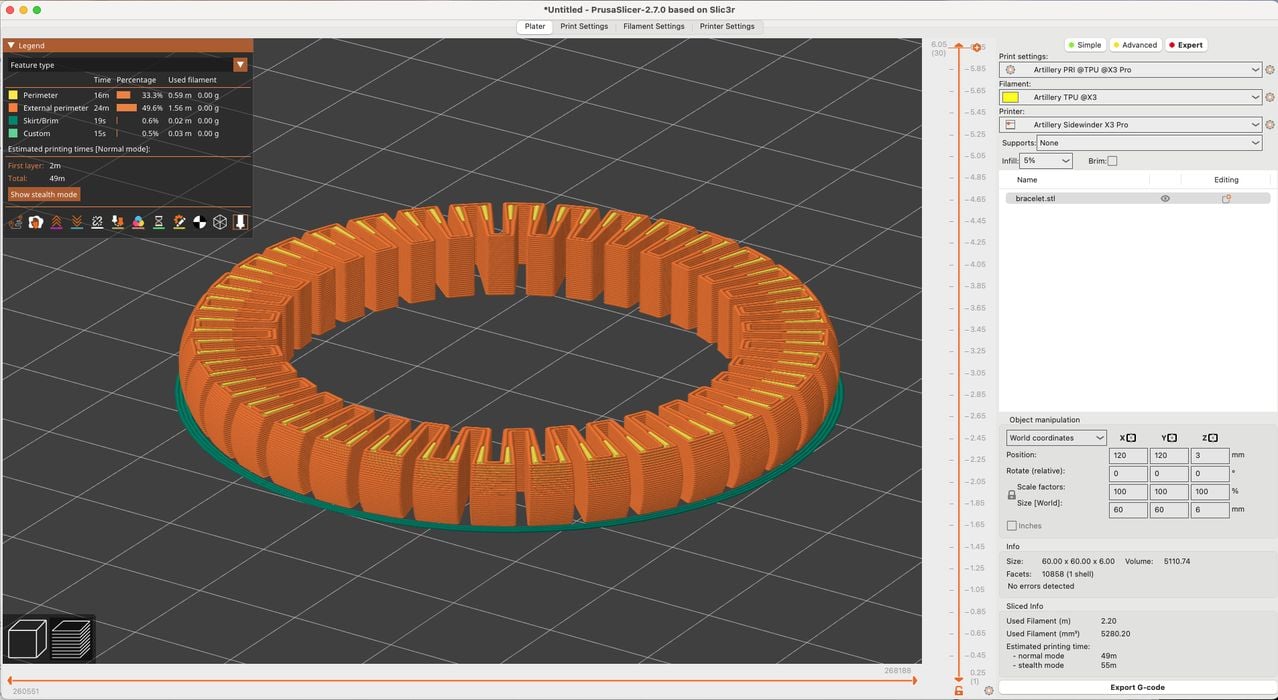
Artillery مشکل نرم افزار ما را با هدایت ما به PrusaSlicer به همراه فایل جدید PrusaSlicer_config_bundle_X3 حل کرد. این بسته به طور خودکار X3 Pro و پروفایل های فیلامنت استاندارد مانند PLA، ABS، PETG و TPU را یکپارچه می کند.
با این حال، متوجه شدیم که تنظیمات اسلایسر در مقایسه با قابلیتهای تبلیغشده چاپگر محافظهکارانه است: محیطها روی 120 میلیمتر بر ثانیه، محیطهای خارجی روی 50 درصد این سرعت تنظیم شدهاند، و سرعت پر کردن به 300 میلیمتر بر ثانیه وعده داده شده رسیده است.
ممکن است Artillery از بسیاری از تولیدکنندگان پرینترهای سه بعدی رومیزی در مشخصات سرعت پیروی کند: ماشینها با سرعت 300 میلیمتر بر ثانیه کار میکنند، اما فقط هنگام چاپ لایههای 0.1 میلیمتری. این اندازه لایه کوچک به جریان مواد بسیار کمتری نیاز دارد که در حد ظرفیت دستگاه است. با این حال، ما لایه های 0.2 میلی متری می خواستیم.
با اتخاذ این تنظیمات توصیه شده توسط سازنده، به بررسی خود ادامه دادیم. در انتها، ما با تنظیمات اسلایسر آزمایش کردیم و محدودیتها را برای دستیابی به سریعترین زمان چاپ برای یک #3DBenchy با استفاده از پارامترهای «مسابقه قایقهای تندرو» افزایش دادیم. این رویکرد به ما امکان داد تا ادعاهای چاپ پرسرعت X3 Pro را با دقت بیشتری آزمایش کنیم و ارزیابی عملی از عملکرد آن در شرایط شتاب ارائه دهیم.
این قسمت دوم از یک سری سه قسمتی است، لطفا قسمت های یک و سه را بخوانید.
از طریق توپخانه
منبع: https://www.fabbaloo.com/news/hands-on-with-the-artillery-sidewinder-x3-pro-3d-printer-part-2
